


Dịch vụ thổi nhựa - gia công thổi nhựa
Một trong những sản phẩm nhựa được sử dụng ngày càng phổ biến trong cuộc sống hàng ngày cũng như trong sản xuất kinh doanh là chai, lọ nhựa dùng đựng thực phẩm, nước uống, mỹ phẩm và dược phẩm.

Chai nhựa thường được sản xuất bằng phương pháp thổi nhựa
Cùng với sự phát triển của khoa học kỹ thuật, các sản phẩm về chai nhựa ngày càng phong phú và đa dạng đáp ứng mọi nhu cầu của người sử dụng. Cùng với đó, công nghệ sản xuất chai, lọ nhựa cũng trở nên hiện đại và tinh vi hơn. Trong đó, công nghệ sản xuất bằng phương pháp thổi nhựa được ứng dụng phổ biến hơn cả.
Trong bài này, mời bạn cùng… tìm hiểu xem thổi nhựa là gì, có những phương pháp thổi nhựa nào, quy trình chung trong thổi chai nhựa là gì? Những nguyên liệu nào được sử dụng trong quá trình thổi nhựa?
Thổi nhựa là gì?
Thổi nhựa là một phương pháp được dùng để tạo ra những vật thể rỗng bằng nhựa có thành mỏng như các loại chai, lọ và thùng chứa. Trong đó khí nén sẽ được thổi vào một ‘túi’ nhựa dẻo để ép nhựa lên bề mặt của khuôn, giúp định hình thành các sản phẩm có hình dáng như mong muốn.
Minh họa quá trình thổi nhựa tạo thành chai
Phương pháp này thường được ứng dụng để sản xuất hàng loạt các loại chai, lọ nhựa có thể tích nhỏ. Nguyên liệu được sử dụng trong phương pháp này thường là các loại nhựa nhiệt dẻo như PET, PE, PVC, PS, PP,…
Một số sản phẩm thổi nhựa thường gặp có thể kể đến như: bình đựng sữa (HDPE), chai nước ngọt (PET), bình xăng (HPDE), bình đựng bột giặt, thuốc tẩy, hóa phẩm gia dụng (HPDE), nội thất xe hơi (PP và ABS), bao đựng mascara (ABS, PVC, HDPE), bình xăng cho máy cắt cỏ nhỏ (nylon),…
Phân loại các phương pháp thổi nhựa
Tùy theo loại sản phẩm, vật liệu nhựa gia công và đặc điểm của sản phẩm mà chúng ta có thể chia thổi nhựa ra thành 3 phương pháp là:
- Phương pháp đùn thổi
- Phương pháp ép – phun thổi
- Phương pháp kéo thổi.
Phương pháp đùn thổi và quy trình đùn thổi
Phương pháp đùn thổi là một trong những phương pháp gia công vật thể rỗng cho năng suất cao, phương pháp này thường dùng cho các loại nhựa nhiệt dẻo như PE, PET, PVC, PS, PP,…
Phương pháp đùn thổi có ưu điểm là:
- Là phương pháp thông dụng, sử dụng được hầu hết cho các loại nhựa nhiệt dẻo và nhựa nhiệt rắn
- Chi phí tạo hình thấp hơn so với phương pháp ép – phun thổi.
- Nhựa hóa rất hiệu quả. Có thể tạo ra các sản phẩm từ chai, lọ > 250ml đến thùng chứa đến 1040 lít, nặng 120 kg.
- Trên nguyên tắc thì có thể tạo ra phôi đùn có chiều dài không hạn chế.
- Có thể đúc các sản phẩm có tay cầm, tạo cổ dễ dàng.
Phương pháp đùn thổi có nhược điểm là:
- Chi phí hoàn rất cao
- Chi phí máy đùn thổi cao
- Phế liệu cho khâu hoàn tất nhiều.
- Đầu tạo hình có cấu tạo thay đổi thiết diện chảy phức tạp, do đó giới hạn đối với phôi đùn có tiết diện thay đổi.
Quy trình đùn thổi
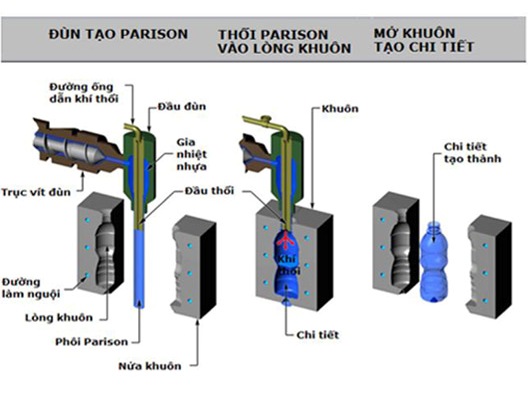
Hình minh họa quy trình đùn thổi nhựa
- Bước 1: Hạt màu, hạt nhựa nguyên liệu và nhựa phế liệu được trộn đều và sấy.
- Bước 2: Các nguyên liệu nhựa được làm nóng chảy, chuyển từ trạng thái rắn sang nhớt.
- Bước 3: Nhựa lỏng được truyền tới đầu đùn và được đùn xuống dưới dạng ống có chiều dày tùy theo yêu cầu của sản phẩm. Sau đó hai nửa khuôn đóng lại, lúc này giữa hai lòng khuôn có một ống nhựa, đầu dưới của ống nhựa được kẹp dính lại bởi hai nửa khuôn.
- Bước 4: Thổi nhựa
Ở bước này, đối với loại máy có đầu đùn kết hợp với đầu thổi, khí sẽ được thổi vào và thổi căng ống nhựa sát vào lòng khuôn để tạo hình chi tiết cho sản phẩm.
Sau đó hệ thống dao cắt sẽ đi vào cắt ngang ống, loại bỏ phần ống nhựa thừa phía đầu.
Đối với loại máy có đầu đùn nhựa và đầu thổi khí tách biệt thì ngay sau khi hai nửa khuôn đóng lại dao cắt sẽ đi vào cắt ngang ống để lại phần nhựa trong lòng khuôn. Đầu đùn nhựa dịch chuyển nhường chỗ cho đầu thổi khí đi vào phần côn của khuôn và thổi căng ống nhựa sát vào lòng khuôn tạo hình chi tiết.
- Bước 5: Hai nửa khuôn mở ra và chi tiết tạo thành rơi xuống, hoàn thành quá trình đùn thổi một sản phẩm.
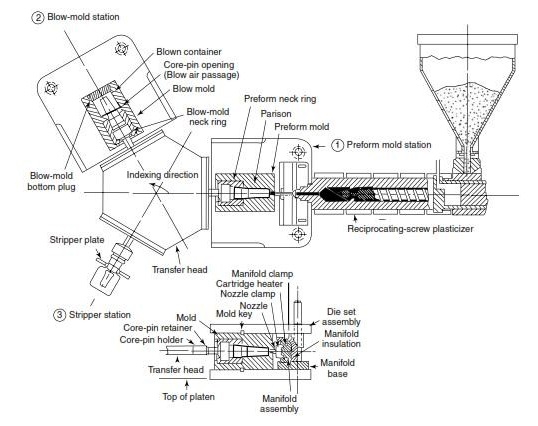
Phương pháp ép – phun thổi
Phương pháp ép - phun thổi thường áp dụng cho các loại nhựa nhiệt dẻo như PET, PS, PP,… Trong phương pháp này, vật liệu được ép phun và tạo phôi có lõi. Phôi có dạng một ống nghiệm, thường được gọi là preform. Preform còn nóng và lõi được chuyển qua khuôn phun thổi, khí nén được thổi qua lõi làm biến dạng perform và tạo hình trong khuôn thổi.
Ưu điểm của phương pháp ép – phun thổi:
- Vùng cổ chai được định hình tốt.
- Đáy chai không có đường hàn.
- Thích hợp sản xuất chai có thể tích < 500ml, chai lọ mỹ phẩm và trong ngành dược (có thể tích nhỏ và cần độ chính xác vùng cổ).
- Quá trình không phát sinh nhựa thừa.
Nhược điểm của phương pháp ép – phun thổi:
- Chi phí thiết bị cao
- Không thích hợp sản xuất chai, lọ thật phẳng hoặc có tay cầm.
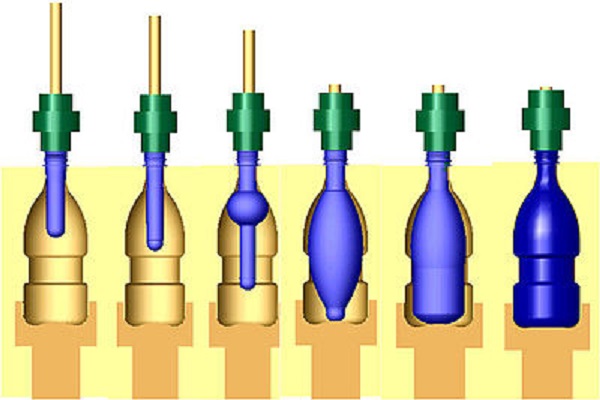
Quy trình ép – phun thổi
Minh họa quy trình ép - phun thổi nhựa
Bước 1: Hạt màu, hạt nhựa nguyên liệu và nhựa phế liệu được trộn đều và sấy.
Bước 2: Nhựa hóa và tạo phôi: các nguyên liệu được đưa vào phễu nạp liệu rồi xuống trục vít, dưới tác dụng nhiệt, nhựa được làm nóng chảy (từ trạng thái rắn sang nhớt), sau đó nhựa được đưa đến vùng định lượng của máy để xác định chính xác khối lượng nguyên liệu cần chuyển vào khuôn (tạo phôi).
Bước 3: Cắt bavia: phôi nhựa được kiểm tra và cắt bỏ đuôi keo trước khi được gia nhiệt.
Bước 4: Gia nhiệt: phôi được chuyển sang nung nóng để làm mềm. Đây là bước rất quan trọng vì nó quyết định quá trình thổi và chất lượng của sản phẩm. Thường thì khi gia nhiệt, nhiệt độ ở đáy phôi sẽ luôn thấp hơn nhiệt độ ở thân phôi và miệng phôi vì khi thổi, đáy phôi sẽ chịu lực kéo lớn nhất.
Bước 5: Thổi: sau thời gian gia nhiệt đáp ứng yêu cầu, phôi nhựa được chuyển vào khuôn thổi. Cùng với quy trình định hình sản phẩm là quá trình làm nguội, khi sản phẩm đã đủ nguội sẽ mở khuôn để lấy sản phẩm ra ngoài.
Bước 6: Kiểm tra sản phẩm sau khi thổi
Bước 7: thành phẩm
Phương pháp kéo thổi
Là phương pháp thổi định hướng 2 chiều, trong phương pháp này sản phẩm được định hướng theo chiều ngang lẫn chiều dọc nhờ đó độ bền kéo, độ bền va đập tăng, độ rảo giảm và tính chống thấm khí, hơi nước của sản phẩm tăng. Phương pháp này cho phép kéo thổi được những sản phẩm nhựa có thể tích lớn từ 2 lít đến 237 lít và thường được ứng dụng sản xuất các loại chai, can nhựa và ống dẫn.
Loại nhựa được gia công theo phương pháp này là PET và PP, ngoài ra còn có PVC, PEN và một số poliester nhiệt dẻo khác.
Ưu điểm của phương pháp kéo thổi:
- Cho sản phẩm có độ bền cao, trong suốt, bề mặt bóng.
- Sản phẩm có độ cứng cao, chống thấm khí và thấm nước tốt.
- Có thể tạo hình các sản phẩm phức tạp, độ dày thành đồng đều.
- Chi phí sản xuất thấp.
- Lượng phế liệu thấp.
Nhược điểm của phương pháp kéo thổi:
- Chỉ giới hạn trong các sản phẩm có thành mỏng, rỗng và độ đối xứng thấp.
- Kiểm soát độ dày thành kém.
- Hoàn thiện bề mặt cuối của sản phẩm kém.
Kéo thổi bao gồm hai phương pháp là kéo thổi 1 giai đoạn và kéo thổi hai giai đoạn
Phương pháp kéo thổi 1 giai đoạn: phôi nhựa, kéo và thổi nhựa xảy ra trong cùng một thiết bị. Phương pháp này có ưu điểm là tiết kiệm năng lượng vì phôi được làm lạnh nhanh đến nhiệt độ kéo dãn.
Phương pháp kéo thổi 2 giai đoạn: quá trình tạo phôi nhựa, kéo và thổi nhựa xảy ra tách biệt nhau. Phôi được làm lạnh ở nhiệt độ phòng sau đó được gia nhiệt đến nhiệt độ kéo dãn.
Sự cố thường gặp trong quá trình phun thổi và cách khắc phục

Quá trình phun - thổi nhựa có thể gặp phải vô số sự cố khiến sản phẩm bị lỗi
Trong quá trình thổi nhựa có thể gặp phải một số sự cố thường gặp như sau:
Phun thiếu: do hết nguyên liệu nhựa ở thùng chứa, phễu, nguyên liệu bị rò rỉ, đường trượt nguyên liệu không mở, nguyên liệu quá lạnh, cổng thứ cấp bẩn hoặc không đủ lớn, thông gió kém, lượng phun không đủ.
Vết hằn trên parison: do nguyên liệu không thuần nhất, thông gió kém hoặc thời gian/áp suất không đủ.
Các đường rạch trên parison: do khuôn bẩn, hạt li ti trong vật liệu, lòng khuôn bị hư hại, vật liệu nóng chảy không thuần nhất, áp suất phun quá cao hay quá mạnh.
Cổng parison nổi thớ: nguyên nhân do nhiệt độ nóng chảy quá cao, cổng thứ cấp quá lớn.
Parison bám vào trục lõi: nguyên nhân do nhiệt độ nóng chảy quá cao, dung dịch làm nguội parison không phù hợp hoặc không đúng nhiệt độ, làm mát trục lõi không tốt.
Sản phẩm bị xé: khi gặp phải sự cố này, có thể khắc phục bằng cách hạ nhiệt độ cổng, kiểm tra trục lõi, kiểm tra vị trí vòi phun, kiểm tra đường phân tách của parison và khuôn thổi, thêm thời gian phun, thay vòi phun
Điểm yếu ở tâm sản phẩm: khi gặp phải sự cố này, có thể khắc phục bằng cách: hạ nhiệt độ cổng, kiểm tra nhiệt độ của parison, hạ nhiệt độ của parison, tăng thời gian phun và ép, giải áp lực phun, giải áp lực sau
Đáy sần sùi: nguyên nhân của hiện tượng này là do vụn dư thừa, lỗ thông gió, làm mát sai cách,… và có thể khắc phục bằng cách: tăng thời gian cho mỗi chu kỳ, kiểm tra ống xả, tăng thời gian xả, kiểm tra các đầu mở của trục lõi.
Đáy gấp nếp: khi gặp phải sự cố này, có thể khắc phục bằng cách: tăng áp lục thổi, kiểm tra các đầu mở của trục lõi, giảm áp lực phun, tăng nhiệt độ của khuôn parison ở vị trí bị gấp nếp.
Vết lõm ở thành phẩm: nguyên nhân của hiện tượng này do phôi không được ép chặt vào khuôn, lỗ thông gió, nhiệt độ vòng cổ quá thấp,… và có thể được khắc phục bằng cách tăng thời gian ép.
Cổ bị nứt: do rãnh giữ trục lõi quá sâu, khi gặp phải sự cố này, có thể khắc phục bằng cách tăng nhiệt độ của nhựa nóng chảy, tăng nhiệt độ vòng cổ của parison.
Cổ góc cạnh: khi gặp phải sự cố này, có thể khắc phục bằng cách: tăng áp lực thổi, tăng thời gian thổi, kiểm tra sự dịch chuyển của chốt đáy, tăng làm nguội sản phẩm.
Vòi phun bị đông cứng: do tạp chất, vòi phun bị hư hại, nhiệt độ quá thấp, bình chia nhựa bẩn hoặc cặp nhiệt bị lỗi.
Thổi chai nhựa ở đâu?
Với các sự cố thường gặp trong quá trình đúc thổi nhựa ở trên, hẳn là bạn thấy để tìm được một nhà sản xuất có thể làm ra những sản phẩm tốt, chất lượng cao, đảm bảo uy tín với giá cả hợp lý là điều rất quan trọng để có được những bao bì sản phẩm tốt phải không nào.
Công ty TNHH Nhựa và Bao bì Dương Anh với trang thiết bị hiện đại, nhiều năm kinh nghiệm trong gia công và thổi nhựa, đội ngũ kiến trúc sư có trình độ chuyên môn cao và đội ngũ công nhân lành nghề, nhiều kinh nghiệm sẽ là lựa chọn hàng đầu dành cho những ai có nhu cầu thổi nhựa.
Hiện Dương Anh nhận gia công nhựa tại khắp các tỉnh thành trên cả nước bao gồm: Hà Nội, Hồ Chí Minh, Hải Phòng, Đà Nẵng, Cần Thơ, Quảng Nam, Bà Rịa - Vũng Tàu, Bắc Giang, Bắc Kạn, Bạc Liêu, Bắc Ninh, Bến Tre, Bình Định, Bình Dương, Bình Phước, Bình Thuận, Cà Mau, Cao Bằng, Đắk Lắk, Đắk Nông, Điện Biên, Đồng Nai, Đồng Tháp, Gia Lai, Hà Giang, Hà Nam, Hà Tĩnh, Hải Dương, Hậu Giang, Hòa Bình, , Hưng Yên, Khánh Hòa, Kiên Giang, Kon Tum, Lai Châu, Lâm Đồng, Lạng Sơn, Lào Cai, Long An, Nam Định, Nghệ An, Ninh Bình, Ninh Thuận, Phú Thọ, Quảng Bình, Quảng Nam, Quảng Ngãi, Quảng Ninh, Quảng Trị, Sóc Trăng, Sơn La, Tây Ninh, Thái Bình, Thái Nguyên, Thanh Hóa, Thừa Thiên Huế, Tiền Giang, Trà Vinh, Tuyên Quang, Vĩnh Long, Vĩnh Phúc, Yên Bái, Phú Yên.
Hãy liên hệ với chúng tôi để có được những tư vấn cần thiết cho việc thổi nhựa nhé.
CÔNG TY TNHH NHỰA VÀ BAO BÌ DƯƠNG ANH
Add: Thôn Đạo Khê, xã Trung Hưng, Yên Nghĩa, Hưng Y ên
Hotline: 0963244956 - Tel: 03213976956
Tin liên quan
Hỗ trợ trực tuyến
0963244956
03213976956